Prednost CNC hidravličnega zavornega stroja

1. Enostavno upravljanje
CNC stiskalnica je zelo enostavna za upravljanje in je manj delovno intenziven stroj. Upravljavec lahko tako upravlja z več stroji hkrati. Te stroje je mogoče preprosto upravljati z dotikom, otipom in zvokom upravljavca. Poleg tega so zelo prijazni do uporabnika in imajo zelo zmogljiv nadzorni sistem.
2. Prilagodljivo programiranje
Prilagodljivo programiranje CNC stiskalnice omogoča upravljavcu upravljanje stroja v preprosti angleščini ali katerem koli drugem ustreznem jeziku.

Različne vrste operacij, ki jih je mogoče izvesti, so na voljo tudi kot možnosti v meniju. Ko je izbrana zahtevana operacija, se na zaslonu prikaže drug seznam vprašanj v zvezi s časi cikla, materiali, tlaki in drugimi elementi, povezanimi s proizvodnim procesom. In ko operater vnese odgovore v stroj, se vrednosti prikažejo na zaslonu za potrditev pred začetkom povezane naloge.
3. Sodoben dizajn
CNC stiskalnica ima sodoben dizajn, ki operaterju omogoča enostavno urejanje zaporedja ovinkov. Prav tako pomaga upravljavcu, da hitro izdela zahtevani izdelek. Poleg tega operaterju ni več treba oceniti potrebne količine tlaka, da bi ustvaril določeno stopnjo upogiba. Tudi druge dejavnike, kot so dolžina prirobnice, vrsta materiala, količina debeline in stopnja upogiba, je mogoče neposredno vnesti v CNC krmilno enoto. Del, ki ga želite izdelati, si lahko ogledate tudi v 2D ali 3D končni različici. Poleg tega, potem ko je prvi del programiran na stroju ali prek računalnika brez povezave, lahko manj usposobljen operater enostavno izdela tudi naslednje dele.

4. Na "C" ploščah sta na obeh straneh nameščeni dve linearni lestvici.
Pritrdimo ga na delovno mizo, da odpravimo učinek odklona med delom. Linearna lestvica bo pregledala oba končna položaja ram (Y1, Y2) in poslala signal. Po ojačanju s CNC ojačevalnikom se signal vrne v računalnik. Nato bo računalnik nadzoroval količino olja, ki bo vstopilo v cilindre. Tako bi lahko vzporednost ram in delovne mize nadzorovali pod ±0,01 mm.
5. Vsestranskost: Upognite katero koli debelino in vrsto materiala (znotraj fizičnih omejitev zavor), vključno s kompleksnimi deli, kot so elektronsko ohišje/nosilci.
6. Sistem DELEM ima funkcije samodejnega testiranja in samodiagnoze. Programiranje vključuje tudi velikosti plošče za upogibanje, dimenzije obdelovanca in izbiro orodja. Nato bi CNC sistem lahko samodejno izračunal upogibno silo in položaj zadnjega merilnika in ram. Prav tako je mogoče izračunati časovni rele za prodiranje in stiskanje. Elektrohidravlični proporcionalni ventil odlične kakovosti lahko zagotovi sinhronizacijo obeh cilindrov in dobro zmogljivost za obvladovanje ekscentrične obremenitve.

7. Zadnji merilnik sprejme kotalni kroglični vijak in kotalno vodilo, tako da lahko natančnost ponavljanja pozicioniranja osi X doseže ± 0,1 mm. Polni stroj je z varnostnim ščitnikom in zapiralom za zaščito operaterja pred poškodbami.
8. Glavni drsni deli, kot so cilindri, batnica, vodilna pot, so vsi obdelani z odpornostjo proti obrabi.
9. CNC sistem bo nadzoroval hod CNC hidravlične stiskalnice zavornega stroja in zadnjega merilnika vse z dobro natančnostjo.
Pomanjkljivost CNC hidravličnega zavornega stroja
1. Ravnanje z materialom: Težave pri rokovanju z velikimi listi
2. Orodje: potrebno je spodnje in zgornje orodje
3. Dolžina prirobnice se mora med celotno operacijo upogibanja raztezati čez matrico, kar omejuje velikost prirobnice
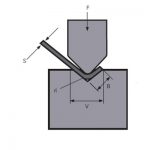
4. Nazaj vzmeti: Na koncu upogibanja pride do povratne vzmeti zaradi obnovitve elastične deformacije, kot je prikazano na sliki 1. Fenomen odboja neposredno vpliva na dimenzijsko natančnost obdelovanca in ga je treba nadzorovati. Procesni ukrepi, sprejeti v zvezi s tem, so: ① Metoda kotne kompenzacije. Če je kot upogibanja obdelovanca 90 °, lahko upogibni stroj pod režo (v obliki črke V) kot odpiranja izberete 78 °.

Slika 1
Čas tlaka se poveča s korekcijsko metodo. Izvedite popravek tlaka na koncu upogibanja, da podaljšate kontaktni čas zgornje matrice, obdelovanca in spodnjega utora upogibnega stroja, da povečate stopnjo plastične deformacije na utoru spodnjega utora, tako da se vlakna odbijejo v območju napetosti in stiskanja nasprotujeta drug drugemu, s čimer se zmanjša povratna bomba.
Podobni izdelki
 Načelo delovanja in sestava CNC zavornega upogibnega stroja
Načelo delovanja in sestava CNC zavornega upogibnega stroja- WILA učinkovita rešitev upogibanja srednjih in debelih plošč
- Kako izbrati tonažo hidravličnega zavornega stroja
- 10 najboljših kitajskih proizvajalcev Power Press
- Kako izbrati primeren CNC hidravlični zavorni stroj
- 4 koraki za spoznavanje sistema E21 CNC upogibalca pločevine
- Kaj je Press Brake Crowning
- Kako upravljati stroj za giljotinsko striženje
- Vzdrževanje hidravlične stiskalnice
- Pravila varnega delovanja hidravlične stiskalnice