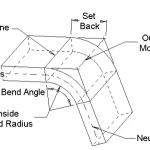
Imate zavoro za stiskanje, ki je nastavljena tako, da vaš material upogne točno tam, kjer ga želite, pod natančnim kotom, ki ga zahteva delo. Vaše oblikovanje je na formuli, vaše številke so bile zdrobljene in vaš zanesljiv Press Brake samo čaka, da opravi svoje.

Vendar obstaja ena pomembna stvar, ki jo zlahka spregledamo in razumevanje, kako deluje, in še pomembneje, kako jo nastaviti, je ključnega pomena. Seveda govorimo o postopku kronanja.
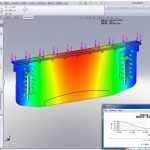
Kronanje pride v poštev, ko so dolgi ali veliki deli upognjeni, lahko pa je koristno tudi pri daljših, težjih Stiskalnih zavorah in tistih na zgornjem koncu lestvice moči. Ko je obremenitev uporabljena za tvorbo upogiba, pride do določene stopnje upogiba. To povzroči deformacijo, kar pomeni, da če je vaš upogib na koncih natančen, zahvaljujoč servo-hidravličnemu sistemu in batom na koncih žarka, morda ni vedno tako bližje središču vašega obdelovanca.
Ne gre za napako operaterja ali težavo z vašo zavoro stiskalnice; je bolj preprosto dejstvo materialne znanosti in fizike. Postopek kompenzacije tega pojava je, na kratko, krona.
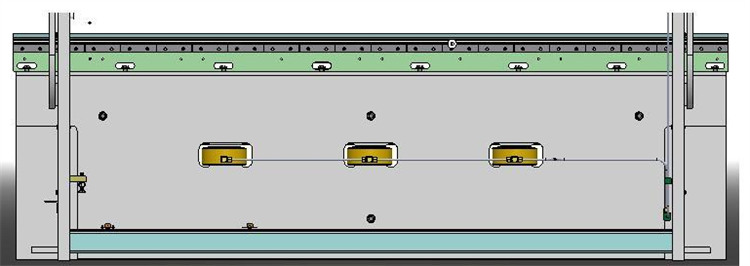
Za zagotovitev doslednega upogiba po celotni dolžini obdelovanca je ključnega pomena sistem krošnje, ki je lahko v nosilcu Press Brake, v sami mizi ali celo v obeh. Zagotavlja, da se koti v središču vašega žarka ujemajo s tistimi na koncih, s čimer se izravna ta upogib točno tam, kjer je potrebna kompenzacija. Hidravlično kronanje je običajno vgrajeno v današnje Press Brakes; obstajajo tudi CNC sistemi v obliki klina, ki jih lahko kot dodatek ponudi dobavitelj orodja ali proizvajalec Press Brake.
1. Hidravlično kukkanje
Na okvir zavorne stiskalnice poleg namestitve dveh hidravličnih cilindrov na dveh straneh namestite še en pomožni hidravlični cilinder na sredino stroja. Pri udarcu navzdol se pomožni cilinder napolni s tekočim oljem in gre navzdol. Med postopkom upogibanja dotok hidravličnega olja v pomožni cilinder, tako da drsnik ustvari upogib navzdol za kompenzacijo.
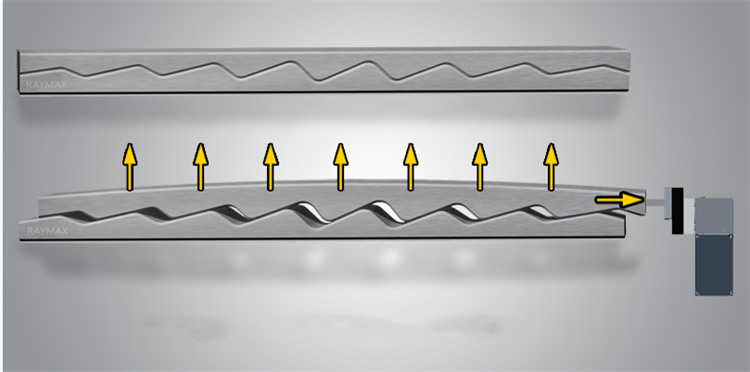
V spodnji del delovne mize namestite pomožni hidravlični cilinder. Med procesom upogibanja ustvarja silo navzgor na delovno mizo, ki tvori avtomatski sistem krošnje.
Naprava za kompenzacijo tlaka je sestavljena iz več majhnih oljnih valjev. ki obsega oljni cilinder, matično ploščo, pomožno ploščo in zatično gred, na delovno mizo pa je nameščen kompenzacijski cilinder, oblikovan pa je sistem za kompenzacijo tlaka s proporcionalnim razbremenilnim ventilom.
Pri delu. pomožna plošča podpira oljni cilinder, oljni cilinder drži matično ploščo navzgor. samo premaga deformacijo drsnika in delovne mize. Konveksno napravo krmili numerični nadzorni sistem, tako da je prednapetost mogoče določiti glede na debelino plošče, odprtino matrice in natezno trdnost materiala pri upogibanju različnih pločevinastih materialov.
Prednost hidravličnega kronanja je, da lahko uresniči kompenzacijo upogiba za neprekinjeno spremenljivo deformacijo z veliko fleksibilnostjo kompenzacije, vendar obstajajo nekatere pomanjkljivosti kompleksne strukture in relativno visokih stroškov.

2. Mehansko kronanje
Mehansko kronanje je nekakšna nova metoda kompenzacije upogiba, ki se običajno uporablja trikotna poševna klinasta struktura.
Načelo je, da se dvotrikotni zagonski blok s koti, pri čemer se zgornji zagozd giblje i fiksira v smeri x. Lahko se premika samo v smeri y. Ko se klin premakne na razdaljo v smeri x, se zgornji klin premakne navzgor za razdaljo h pod silo spodnjega klina. kar je princip mehanskega kronanja.
Glede obstoječe mehanske kompenzacijske strukture. dve podporni plošči sta nameščeni v celotni dolžini na delovno mizo, zgornja in spodnja plošča sta povezani preko kolutne vzmeti in zatičev. Zgornja in spodnja plošča sta sestavljeni iz številnih poševnih zagozd z različnimi nagibi, skozi motorni pogon, da se relativno premikajo, tvorijo idealno krivuljo za niz konveksnega položaja.

Podobni izdelki
 Kako izbrati tonažo hidravličnega zavornega stroja
Kako izbrati tonažo hidravličnega zavornega stroja- Kako izračunati upogib za vašo stiskalnico
- Zakaj dodati kompenzacijski sistem stroju za upogibanje stiskalnih zavor
- Kantonski sejem
- Kitajska 40-tonska stiskalna zavora
- Pravila varnega delovanja hidravlične stiskalnice
- 10 najboljših kitajskih proizvajalcev Power Press
- Iz česa so izdelane zavorne matrice? Kaj je orodje Press Brake?
- Kako izbrati primerno matrico za stroj za upogibanje stiskalnih zavor
- Konvencionalno zaporedje upogibanja in specifikacija za vsakodnevno uporabo kalupa za upogibne stroje