Srednje in debele plošče se pogosto uporabljajo na različnih področjih kot stresni deli, kot so buldožerji, bagri, nakladalniki, železniški osebni avtomobili in drugi gradbeni stroji in lokomotive. Srednje in težke plošče se običajno nanašajo na kovinske plošče z debelino med 4,5 in 25 mm. Metode oblikovanja srednjih in težkih plošč vključujejo predvsem: upogibanje s stiskalnimi zavorami, valjanje strojno oblikovanje in oblikovanje s stiskalnico. Upogibanje (zlaganje) je široko uporabljena in bogata metoda oblikovanja proizvodne linije za srednje in debele plošče.
Težave pri upogibanju plošč so dolgi obdelovanci, visok tlak, težko oblikovanje, nizka učinkovitost in težko nadzorovana natančnost. Končni rezultat upogibanja je celovit odraz parametrov materiala, parametrov procesa in parametrov kalupa. Razumna zasnova teh parametrov je ključna za izboljšanje upogibne zmogljivosti srednjih in debelih plošč.

Tonaža stiskalnice (stroj za upogibanje stiskalnih zavor)
Prva težava, s katero se sooča upogibanje srednje in debele plošče, je izbira tonaže upogibnega stroja s stiskalnimi zavorami in ali nosilnost vpenjala in kalupa ustrezata zahtevam.
Silo F deluje s stiskalnim zavornim upogibnim strojem, da poganja medsebojno gibanje med zgornjim in spodnjim kalupom, s čimer upogne ploščo. Za upogibanje plošč iz ogljikovega jekla 90° poda WILA empirično vrednost napetostne obremenitve plošče, kot je prikazano v tabeli 1. Ko je debelina ogljikovega jekla 20 mm, se lahko izbere spodnja matrica z V=160 mm. V tem času je sila obremenitve upogibnega stroja 150 t/m.
F=sila na enoto dolžine (t/m);
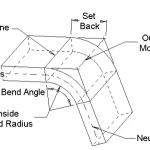
S = debelina materiala (mm);
ri= upogibni polmer notranjega vogala (mm);
V = spodnja velikost odprtine matrice (mm);
B= najkrajši rob prirobnice (mm) );
aluminij: F×50%;
aluminijeva zlitina: F×100%;
nerjaveče jeklo: F×150%;
žigosanje in upogibanje: F×(3~5)

Težka hidravlična spona
Nosilni načini težkih zgornjih hidravličnih sponk WILA vključujejo zgornjo obremenitev in obremenitev ramen, največja obremenitev pa je 250 t/m oziroma 800 t/m. Nosilna površina vpenjala uporablja CNC tehnologijo globokega kaljenja. Trdota po Rockwellu je 56 ~ 60HRC, globina utrjevanja pa je do 4 mm, kar ima visoko trdoto in močno odpornost proti obrabi. Hidravlična spona uporablja hidravlično hitro vpenjanje, razširitev hidravlične cevi pa poganja gibanje vpenjalnega zatiča, tako da se kalup samodejno namesti in upogibna linija samodejno centrira. Pri upogibnem kalupu s skupno dolžino 6 metrov traja le približno 5 sekund, da se hidravlično vpenjalo v celoti vpne, celovita učinkovitost uporabe pa je 3-6-krat večja kot pri običajnem ročnem vpenjalnem sistemu.

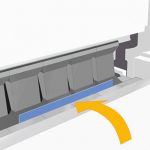
Delovna miza za kompenzacijo težkih strojev
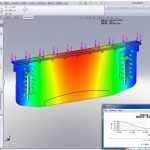
Za upogibanje srednjih in debelih plošč lahko WILA-jeva nova različica mehanske kompenzacijske mize za težke obremenitve ne le zlahka izpolni zahteve obremenitve, temveč tudi kompenzira upogib in deformacijo upogibnega stroja. Delovna miza za mehansko kompenzacijo uporablja hidravlično vpenjanje, površinska natančnost lahko doseže ± 0,01 mm, trdota skale je 56 ~ 60 HRC, globina utrjevanja pa do 4 mm. Delovna miza za mehansko kompenzacijo uporablja univerzalni namestitveni vmesnik UPB WILA, ki je enostaven za namestitev in ima večjo natančnost. Ima tudi lastne nastavitve smeri Tx in Ty, ki lahko zagotovijo, da delovna miza in zadnji merilnik ostaneta vzporedna v sprednji in zadnji smeri ter lahko izvede lokalno korekcijo kotnega odklona.

Težka upogibna matrica/orodje
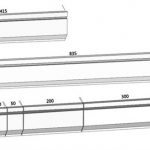
Zaradi debeline plošče se za upogibanje srednje debelih plošč praviloma izbere spodnji kalup z večjo odprtino (V24~V300) in kalup z večjo nosilnostjo. Skupne dimenzije kalupa so na splošno velike, teža kalupa pa je presegla običajno zmogljivost operaterja. S pomočjo valjčnih ležajev WILA-ina patentirana tehnologija E2M (Easy to Move) omogoča operaterjem priročno, varno in hitro premikanje težkih upogibnih kalupov, kar močno prihrani čas zamenjave kalupa in prilagajanja stroja.
Na voljo so lahko upogibni kalupi z različnimi oblikami nožev in spodnjimi odprtinami za kalupe, ki ustrezajo potrebam strank, kot so ravni noži, škarje z gosjim vratom, kalupi za filete in multi-V kalupi. Z natančnim brušenjem ključnih delov je dimenzijska natančnost kalupa kar ±0,01 mm. Z obdelavo CNC tehnologije globokega gašenja in utrjevanja lahko trdota kalupa doseže 56 ~ 60HRC, globina utrjene plasti pa lahko doseže 4 mm.

Za upogibanje srednje in debelih plošč z različnimi debelinami plošč WILA ponuja tudi Multi-V kalupe, ki so na voljo v dveh oblikah: avtomatsko nastavljivo V priključek in ročno nastavljivo V priključek, kot je prikazano na sliki 6. Preko numeričnega krmilnega motorja oz. nastavitveni blok, se lahko velikost odprtine V spodnjega kalupa poljubno prilagaja glede na značilnosti plošče, kar je še posebej primerno za upogibanje srednjih in debelih plošč z visokim odbojom in visoko trdnostjo. Hkrati je kalup Multi-V opremljen s kaljenimi valji z nizkim koeficientom trenja, kar lahko močno zmanjša zunanje gube upogibnih delov, hkrati pa lahko zmanjša upogibanje za 10% ~ 30% v primerjavi z tradicionalni spodnji kalup.

Podobni izdelki
 Kako izbrati tonažo hidravličnega zavornega stroja
Kako izbrati tonažo hidravličnega zavornega stroja- Uporabite veščine CNC upogibnega stroja
- Načelo delovanja in sestava CNC zavornega upogibnega stroja
- Kako izbrati primerno matrico za stroj za upogibanje stiskalnih zavor
- Konvencionalno zaporedje upogibanja in specifikacija za vsakodnevno uporabo kalupa za upogibne stroje
- Zakaj dodati kompenzacijski sistem stroju za upogibanje stiskalnih zavor
- Kako izračunati upogib za vašo stiskalnico
- Kitajski kalup za upogibne zavorne stiskalnice
- Iz česa so izdelane zavorne matrice? Kaj je orodje Press Brake?
- Prednosti in slabosti strojev za zavorne stiskalnice