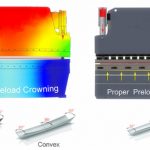
CNC upogibni stroj je pomembna oprema pri obdelavi pločevine, njegova natančnost dela pa neposredno vpliva na natančnost upogibanja obdelovanca. V procesu upogibanja obdelovanca je zavorni stroj izpostavljen največji sili na obeh koncih drsnika, reakcijska sila med upogibanjem plošče pa povzroči konkavno deformacijo na spodnji površini drsnika. Deformacija srednjega dela drsnika je največja, končni upogibni kot obdelovanca. Velikost se spreminja po celotni dolžini.
Delovna miza-polna obremenitev-deformacija


Da bi odpravili škodljive učinke, ki jih povzroča deformacija drsnika, je treba kompenzirati deformacijo upogiba drsnika. Običajne kompenzacijske metode vključujejo hidravlično kompenzacijo in mehansko kompenzacijo, pri katerih sredina delovne mize povzroči elastično deformacijo navzgor za izravnavo. Deformacija drsnika obdelovalnega orodja zagotavlja natančnost površine obdelovalnega spoja in izboljša natančnost obdelovanca.


Tabela za analizo varnostnega faktorja plesni

Dva načina kompenzacije
1. Hidravlična kompenzacija
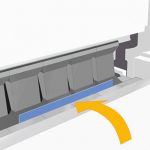
Hidravlični avtomatski mehanizem za kompenzacijo upogiba delovne mize je sestavljen iz skupine oljnih valjev, nameščenih v spodnji delovni mizi. Položaj in velikost vsakega kompenzacijskega cilindra sta zasnovana v skladu s krivuljo kompenzacije upogiba drsnika in analizo končnih elementov delovne mize. Hidravlična kompenzacija je kompenzacija izbokline nevtralne različice, ki se izvaja z relativnim premikom med sprednjo, srednjo in zadnjo tremi navpičnimi ploščami. Načelo je realizirati izboklino skozi elastično deformacijo same jeklene plošče, tako da je mogoče višino kompenzacije prilagoditi znotraj elastičnega območja delovne mize.

2. Mehanska kompenzacija
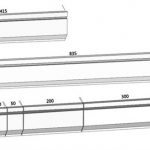
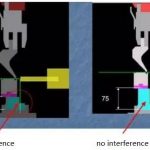
Mehanska kompenzacija je sestavljena iz niza štrlečih poševnih klinov z nagnjenimi površinami, vsak štrleči zagozd pa je zasnovan glede na krivuljo upogiba drsnika in delovne mize na podlagi analize končnih elementov. Sistem numeričnega krmiljenja izračuna zahtevano višino kompenzacije glede na silo obremenitve, ko je obdelovanec upognjen (ta sila bo povzročila upogib in deformacijo drsnika in navpične plošče delovne mize) in samodejno nadzoruje relativno gibanje konveksnih zagozd, da učinkovito kompenzira deformacijo upogiba, ki jo povzroči drsni blok, in navpična plošča delovne mize lahko doseže idealen upogibni obdelovanec. Mehanska kompenzacija upogiba se izvaja z nadzorom položaja za doseganje "predhodnega udarca". Niz zagozdnikov tvori črto v smeri dolžine delovne mize. Zaradi krivulje z enakim upogibom je reža med zgornjim in spodnjim kalupom med upogibanjem konsistentna, kar zagotavlja enak kot upogibnega obdelovanca v smeri dolžine.


Podobni izdelki
 Pogoste mehanske okvare in vzdrževanje strojev za upogibanje stiskalnih zavor
Pogoste mehanske okvare in vzdrževanje strojev za upogibanje stiskalnih zavor- Kitajski kalup za upogibne zavorne stiskalnice
- 4 koraki za spoznavanje sistema E21 CNC upogibalca pločevine
- Kaj je Press Brake Crowning
- Kako izbrati tonažo hidravličnega zavornega stroja
- Iz česa so izdelane zavorne matrice? Kaj je orodje Press Brake?
- Kako narediti kompenzacijo upogiba za CNC upogibanje pločevine
- Uporabite veščine CNC upogibnega stroja
- Koliko vrst hidravlične stiskalnice
- Kako izbrati primeren CNC hidravlični zavorni stroj