Konvencionalno zaporedje upogibanja
1. Najprej kratka stran in najprej dolga stran: na splošno, ko so vse štiri strani upognjene, je zlaganje najprej kratke in nato dolge strani koristno za obdelavo obdelovanca in sestavljanje upogibnega kalupa.
2. Najprej periferno in nato sredinsko: V normalnih okoliščinah se običajno začne od oboda obdelovanca in se zloži proti sredini obdelovanca.
3. Najprej delno, nato v celoti: Če so znotraj ali zunaj obdelovanca nekatere strukture, ki se razlikujejo od drugih upogibnih struktur, se običajno najprej upognejo te strukture in nato drugi deli.
4. Upoštevajte situacijo motenj in razumno uredite zaporedje upogibanja: zaporedje upogibanja ni statično, zaporedje obdelave pa je treba ustrezno prilagoditi glede na obliko upogibanja ali ovire na obdelovancu.

Specifikacija za vsakodnevno uporabo upogibnega stroja
1. Vključite napajanje stroja za upogibanje stiskalnice, obrnite ključno stikalo, pritisnite oljno črpalko za zagon, oljna črpalka upogibnega stroja se začne vrteti in stroj še ni začel delovati.
2. Nastavitev giba zahteva poskusno vožnjo, ko se kalup za upogibni stroj uradno zažene. Ko se zgornja matrica upogibnega stroja spusti na dno, mora obstajati vrzel debeline plošče. V nasprotnem primeru lahko poškodujete kalup in stroj. Nastavitev hoda ima tudi električno hitro nastavitev in ročno fino nastavitev.
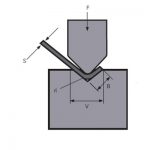
3. Za izbiro zareze kalupa za upogibni stroj se običajno izbere zarezo, ki je 8-kratna širina debeline plošče. Če upognete 4 mm list, morate izbrati režo približno 32.

4. Preverite prekrivanje in trdnost zgornjega in spodnjega kalupa upogibnega stroja; preverite, ali pozicionirne naprave izpolnjujejo zahteve za obdelavo. Pogosto preverjajte prekrivanje zgornjega in spodnjega kalupa; ali navodila manometra ustrezajo predpisom.
5. Ko je ponjava upognjena, jo je treba stisniti, da preprečite, da bi se ponjava dvignila in poškodovala operaterja med upogibanjem.
6. Pri nastavljanju pločevine je potrebno prekiniti napajanje in ustaviti delovanje.
7. Pri spreminjanju odprtine spodnje matrice spremenljivega upogibnega stroja noben material ne sme priti v stik s spodnjo matrico.
8. Prepovedano je uporabljati matrice za upogibne stroje za upogibanje preveč debelih železnih plošč ali kaljenih jeklenih plošč, visokokakovostnih legiranih jekel, kvadratnih jekel in pločevine, ki presegajo zmogljivost stroja za upogibanje pločevine, da se prepreči poškodba strojnega orodja .
9. Izklopite upogibni stroj in položite lesene bloke na spodnje kalupe pod cilindre na obeh straneh, da spustite zgornjo drsno ploščo na lesene bloke. Najprej zapustite program nadzornega sistema, nato prekinite napajanje.

Podobni izdelki
 Pravila varnega delovanja hidravlične stiskalnice
Pravila varnega delovanja hidravlične stiskalnice- Kako izbrati primerno matrico za stroj za upogibanje stiskalnih zavor
- Uporabite veščine CNC upogibnega stroja
- WILA učinkovita rešitev upogibanja srednjih in debelih plošč
- Kako izbrati tonažo hidravličnega zavornega stroja
- Pogoste napake in metoda za odpravljanje težav za štiristolpno hidravlično stiskalnico
- Popravilo pogostih okvar hidravličnega strižnega stroja in vzdrževanje sistema oljnega kroga
- Zakaj dodati kompenzacijski sistem stroju za upogibanje stiskalnih zavor
- Kaj je Press Brake Crowning
- Kako izračunati upogib za vašo stiskalnico