Da bi odpravili škodljive učinke, ki jih povzroča deformacija drsnika, je potrebno kompenzirati deformacijo upogiba drsnika. Metode kompenzacije, kot so spodaj:
1. Hidravlična kompenzacija
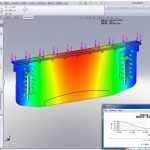
Hidravlični avtomatski mehanizem za kompenzacijo upogiba delovne mize je sestavljen iz skupine oljnih valjev, nameščenih v spodnji delovni mizi. Položaj in velikost vsakega kompenzacijskega cilindra sta zasnovana v skladu s krivuljo kompenzacije upogiba drsnika in analizo končnih elementov delovne mize.
Hidravlična kompenzacija kompenzacije izbokline pri nevtralni različici je realizirana z relativnim premikom med sprednjo, srednjo in zadnjo tremi navpičnimi ploščami. Načelo je, da se izboklina uresniči z elastično deformacijo same jeklene plošče, tako da se lahko kompenzacija izvede v elastičnem območju nastavitve delovne mize.

2. Metoda mehanske kompenzacijske mize
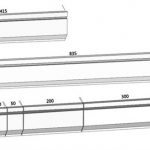
Izstopajoči zagozdi so sestavljeni iz niza štrlečih poševnih klinov z nagnjenimi površinami. Vsak štrleči zagozdi je zasnovan v skladu z upogibno krivuljo drsnega bloka in delovne mize z analizo končnih elementov.
Sistem numeričnega krmiljenja izračuna zahtevano višino kompenzacije glede na silo obremenitve, ko je obdelovanec upognjen (ta sila bo povzročila upogib in deformacijo drsnika in navpične plošče delovne mize) in samodejno nadzoruje relativno gibanje konveksnega klina. Tako lahko učinkovito kompenzira deformacijo upogiba, ki jo povzročata drsni blok in navpična plošča delovne mize, in lahko dobi idealen upogibni obdelovanec.
Mehanska kompenzacija upogiba se izvaja s krmiljenjem položaja "pred-izbokline", v dolžinski smeri delovne mize pa se oblikuje niz zagozd. Zaradi krivulje z enakim dejanskim upogibom je reža med zgornjim in spodnjim kalupom med upogibanjem konsistentna, kar zagotavlja enak kot upogibnega obdelovanca v smeri dolžine.

Prednosti mehanske kompenzacije
1) Mehanska kompenzacija lahko doseže natančno kompenzacijo upogiba po celotni dolžini delovne mize. Mehanska kompenzacija upogiba ima dolgotrajno stabilnost, zmanjšuje pogostost vzdrževanja hidravlične kompenzacije (kot je puščanje olja) in je brez vzdrževanja v času življenjske dobe obdelovalnega orodja.
2) Ker ima mehanska kompenzacija upogiba več kompenzacijskih točk, lahko CNC zavora iz pločevine doseže linearno kompenzacijo pri upogibanju obdelovanca med delom in lahko izboljša upogibni učinek obdelovanca.
3) Mehanska kompenzacija uporablja potenciometer za merjenje položaja povratnega signala. Kot numerična krmilna os izvaja digitalno krmiljenje in naredi kompenzacijsko vrednost natančnejšo.
Podobni izdelki
 Zakaj dodati kompenzacijski sistem stroju za upogibanje stiskalnih zavor
Zakaj dodati kompenzacijski sistem stroju za upogibanje stiskalnih zavor- Hidravlična stiskalnica za nerjaveče jeklo
- Pogoste mehanske okvare in vzdrževanje strojev za upogibanje stiskalnih zavor
- Pogoste napake in metode za odpravljanje težav 100-tonske štiristolpne hidravlične stiskalnice
- Hidravlična tandemska stiskalnica
- Elektrohidravlični sinhroni VS torzijski sinhroni CNC upogibni stroj
- DA66T CNC hidravlični zavorni stroj
- Stroj za lasersko rezanje kovin IPG zaprtega tipa 4KW
- Kitajski kalup za upogibne zavorne stiskalnice
- Koliko vrst hidravlične stiskalnice