1. Različni strukturni principi
Načela oblikovanja obeh modelov so različna, kar ima za posledico različne strukture za zagotavljanje sinhronizacije na obeh straneh upogibnega drsnika. Stroj za upogibanje torzijske osi uporablja torzijsko os za povezovanje leve in desne nihajne palice, da tvori torzijsko os, ki prisili sinhronizacijski mehanizem, da se premika navzgor in navzdol po valjih na obeh straneh, zato je stroj za upogibanje sinhronizacije torzijske osi mehanska metoda prisilne sinhronizacije. , in vzporednosti drsnika ni mogoče samodejno preveriti samodejno posredovanje.
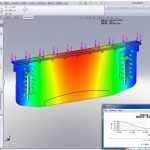
Elektrohidravlični sinhroni upogibni stroj je namenjen vgradnji magnetne (optične) tehtnice na drsnik in stensko ploščo. Sistem numeričnega krmiljenja lahko kadar koli analizira sinhronizacijo obeh strani drsnika prek povratnih informacij magnetne (optične) lestvice. Če pride do napake, se numerični krmilni sistem prilagodi prek proporcionalnega elektrohidravličnega servo ventila, da sinhronizira hod na obeh straneh drsnika. Numerični krmilni sistem, skupina hidravličnih krmilnih ventilov in magnetna lestvica tvorijo krmiljenje s povratno zanko elektrohidravličnega sinhronega upogibnega stroja.

2. Natančnost
Vzporednost drsnika določa kot obdelovanca. Sinhroni upogibni stroj torzijske osi mehansko vzdržuje sinhronizacijo drsnika, brez povratnih informacij o napakah v realnem času, sam stroj pa ne more samodejno prilagajati. Poleg tega je njegova delna nosilnost slaba (sinhroni upogibni stroj torzijske osi uporablja torzijsko os, da prisili sinhronizacijski mehanizem, da premakne cilindre na obeh straneh navzgor in navzdol. Če bo dolgotrajna delna obremenitev povzročila deformacijo torzijske osi .), elektrohidravlični sinhroni upogibni stroj je sistem preko proporcionalnega električnega. Skupina tekočih ventilov nadzoruje sinhronizacijo drsnika, magnetna (optična) lestvica pa zagotavlja povratne informacije o napakah v realnem času. Če pride do napake, se bo sistem prilagodil prek proporcionalnega ventila, da ohrani sinhronizacijo drsnika.
3. Hitrost
Pri delu stroja sta dve točki, ki določata njegovo hitrost vožnje: (1) hitrost drsnika, (2) hitrost zadnjega merila, (3) korak upogibanja.
Sinhroni krivilni stroj z torzijsko osjo uporablja cilinder 6:1 ali 8:1, ki je počasen, medtem ko elektrohidravlični sinhroni upogibni stroj uporablja cilinder 13:1 ali 15:1, ki je hiter. Zato sta hitra in povratna hitrost elektrohidravličnega sinhronega upogibnega stroja veliko višji od torzijskega sinhronega upogibnega stroja.
Ko se drsnik sinhronega upogibnega stroja torzijske osi premakne navzdol, čeprav ima hitrost funkcije hitrega navzdol in upočasnitve, so hitrosti hitrega spuščanja in vračanja le 80 mm/s, hitro in počasno preklapljanje pa ni gladko. Hitrost vožnje zadnjega merilnika je le 100 mm/s.
Če je treba obdelovanec upogniti v več korakih, je treba vsak postopek sinhronega upogibnega stroja torzijske osi nastaviti posebej, postopek obdelave pa je zelo okoren. Vendar pa lahko elektrohidravlični sinhroni stroj nastavi in shrani proces vsakega koraka prek računalnika in ga lahko deluje neprekinjeno, kar močno izboljša hitrost koraka upogibanja in izboljša delovno učinkovitost.
Ko se drsnik elektrohidravličnega sinhronega upogibnega stroja spusti, ima hitrost funkcije hitrega in upočasnitve. Hitrost spuščanja in vračanja lahko doseže 200 mm / s, hitra in počasna pretvorba pa je gladka, kar lahko močno izboljša učinkovitost proizvodnje. Hkrati hitrost vožnje zadnjega merilnika doseže 300 mm/s.
4. Moč
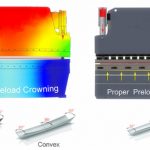
Zaradi lastne zasnove se torzijski sinhroni upogibni stroj ne more upogniti pod ekscentrično obremenitvijo. Če je dlje časa upognjen pod ekscentrično obremenitvijo, se bo torzijska gred deformirala. Elektrohidravlični sinhroni CNC upogibni stroj nima takšne težave. Osi Y1 in Y2 na levi in desni strani delujeta neodvisno, tako da ga je mogoče upogniti pod delno obremenitvijo. Delovna učinkovitost elektrohidravličnega sinhronega upogibnega stroja je lahko enaka dvo- do tri torzijskim sinhronim upogibnim strojem.
Podobni izdelki
 Načelo delovanja in sestava CNC zavornega upogibnega stroja
Načelo delovanja in sestava CNC zavornega upogibnega stroja- Zakaj dodati kompenzacijski sistem stroju za upogibanje stiskalnih zavor
- Primerjava in izbira CNC sistemov Stiskalnica
- 4 koraki za spoznavanje sistema E21 CNC upogibalca pločevine
- Kako narediti kompenzacijo upogiba za CNC upogibanje pločevine
- Najbolje prodajana hidravlična tlačna hidravlična delavnica stiskalnica hidravlična stiskalnica ton hidravlična
- Kitajska 40-tonska stiskalna zavora
- Pravila varnega delovanja hidravlične stiskalnice
- WILA učinkovita rešitev upogibanja srednjih in debelih plošč
- Pogoste mehanske okvare in vzdrževanje strojev za upogibanje stiskalnih zavor